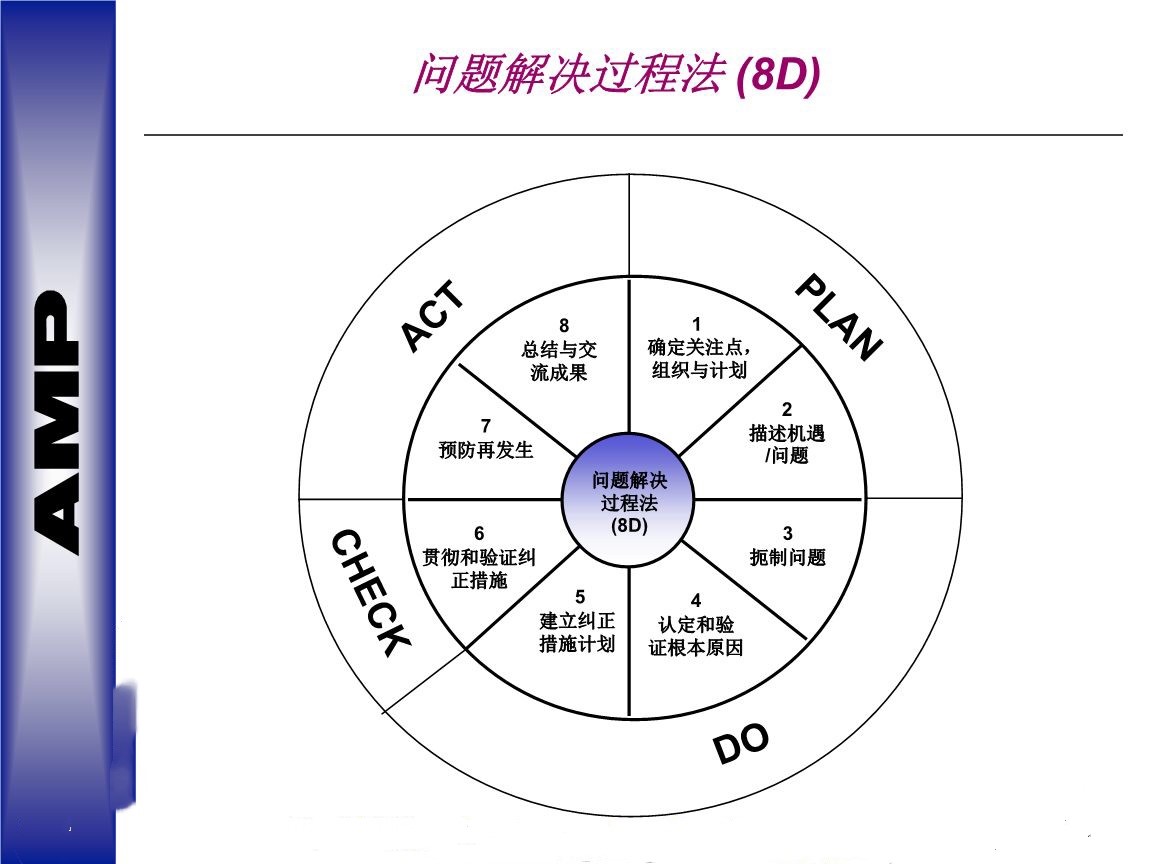
8D介绍
8D问题解决法(Eight Disciplines Problem Solving,缩写:8D)也称为团队导向问题解决方法或8D report,是一个处理及解决问题的方法,常用于品质工程师或其他专业人员。
8D问题解决法的目的是在识别出一再出现的问题,并且要矫正并消除此问题,有助于产品及制程的提升。若条件许可时,8D问题解决法会依照问题的统计分析来产生问题的永久对策,并且用确认根本原因的方式聚焦在问题的根源。
8D的起源
二战期间,美国政府率先采用一种类似8D的流程——“军事标准1520”,又称之为“不合格品的修正行动及部署系统”。 1987年,福特汽车公司首次用书面记录下8D法,在其一份课程手册中这一方法被命名为TOPS(Team Oriented Problem Solving)即 “团队导向问题解决法”。 8D问题求解法(8D Problem Solving),D是Discipline(步骤、原则)的首字母。当时,福特的动力系统部门正被一些经年累月、反复出现的生产问题搞得焦头烂额,因此其管理层提请福特集团提供指导课程,帮助解决难题。8D最先在福特内部使用、成熟后福特逐渐要求其供应商遇到问题也用此法。后来名气大了,其它车厂也移植了福特的做法、使之成为汽车行业的标准做法。再后来8D家喻户晓,各行业通吃。而且不仅仅解决工作问题,解决家庭生活问题也很有效。
8D的适用范围
该方法适用于解决各类可能遇到的简单或复杂的问题;
1.8D方法就是要建立一个体系,让整个团队共享信息,努力达成目标;
2.8D本身不提供成功解决问题的方法或途径,但它是解决问题的一个很有用的工具;
3.亦适用于过程能力指数低于其应有值时有关问题的解决;
4.面对顾客投诉及重大不良时,提供解决问题的方法;
5.8D法是美国福特公司解决产品质量问题的一种方法,曾在供应商中广泛推行,现已成为国际汽车行业(特别是汽车零部件产家)广泛采用来解决产品质量问题最好的、有效的方法。
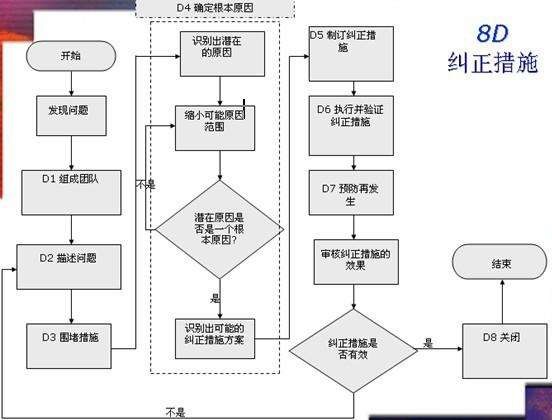
具体8D解决方法
D0:征兆紧急反应措施
目的:主要是为了看此类问题是否需要用8D来解决,如果问题太小,或是不适合用8D来解决的问题,例如价格,经费等等,这一步是针对问题发生时候的紧急反应。
关键要点:判断问题的类型、大小、范畴等等。与D3不同,D0是针对问题发生的反应,而D3是针对产品或服务问题本身的暂时应对措施。
工具:趋势图/排列图/Paynter佩恩特图/ERA(紧急反应措施)。
详解:根据现象评估8D过程是否需要。 如果有必要,采取紧急反应行动(ERA)来保护顾客,并开始8D过程。8D过程区别了症状和问题。适用标准的大部分是症状。没有症状,不会知道有问题。
症状是一个显示存在一个或多个问题的可测量的事件或结果。这个事件的后果必须被一个或多个顾客经历;
问题是指同期望有偏差或任何由未知原因引起的有害的后果;
症状是问题的显示。
当收到投诉信息时,质量部门应尽量在客户投诉报告上确认以下信息以便展开调查:
产品编号及品名
客户名称,联系人及地址
缺陷描述,不合格品数量
追溯信息,如LOT NO,发货单编号等
索赔应尽量取得车型等信息
如有,应从客户处得到样品,照片,标签及不合格率等必要的信息。如是芯体泄露或严重投诉,收到投诉的人应立即通知质量经理及总经理。QE应在收到投诉一个工作日内与客户联系。应就以下信息与客户沟通:
跨部门小组及联系方式
确认已得到的信息
调查问题所必需的其他信息
应急措施的进展
应急措施及纠正措施的预期完成时间
任何其它的客户要求,如,了解问题进展和期望的交货
所有与客户之间的回复均应记录
QE根据得到信息,依据三现主义(现场,现物,现象)来确认不良状况;如果是可以目视的不良,尽量取得照片或样品(确认现物);对于不良发生场所状况尽量收集详细的情报(确认现场,现象)。应急措施需要在24小时内展开。
D1:小组成立
目的:成立一个小组,小组成员具备工艺/产品的知识,有配给的时间并授予了权限,同时应具有所要求的能解决问题和实施纠正措施的技术素质。小组必须有一个指导和小组长。
关键要点:成员资格,具备工艺、产品的知识;目标 ;分工 ;程序 ;小组建设。
工具:行动计划、时间管理、团队宪章、GanttChart(Pilot)。
详解:没有团队的8D是失败的8D。其实8D原名就是叫团队导向问题解决步骤。8D小组需要由具备产品及制程知识,能支配时间,且拥有职权及技能的人士组成。同时需指定一名8D团队组长。 因为我们要做的是:
建立一个由具备过程/成品知识的人员组成小组
确定时间,职责和所需学科的技术
确定小组负责人
D2:问题说明
目的:用量化的术语详细说明与该问题有关的内/外部顾客抱怨,如什么、地点、时间、程度、频率等。
关键要点:收集和组织所有有关数据以说明问题;问题说明是所描述问题的特别有用的数据的总结;审核现有数据,识别问题、确定范围;细分问题,将复杂问题细分为单个问题;问题定义,找到和顾客所确认问题一致的说明,“什么东西出了什么问题”,而原因又未知风险等级。
工具:质量风险评定,FMEA分析,5W2H、折线图、直方图、排列图。
详解:通过确定可定量化的项,谁,什么,何时,何地,为什么,如何,多少(5W2H),识别对象和缺陷(问“什么出了什么问题”):
“什么问题”是缺陷
“什么出了问题”是对象
问“什么出了什么问题”能够帮助小组以问题陈述所需的两个基本要素为中心(对象和缺陷)。收到客户不良样件操作流程:
确认不良样件生产日期;
确认外观基本情况,拍照留下证据;
按正常生产流程确认不良样件是否能再现记录下确认数据,拍照或视频留下证据;
根据生产日期查找当时FTT情况,确认当时是否有同样或类似不良;
根据生产日期确认人机料法环等有无变化点;
不再现时(NTF)按不再现操作流程进行。
D3:实施并验证临时措施
目的:保证在永久纠正措施实施前,将问题与内外部顾客隔离。(原为唯一可选步骤,但发展至今都需采用)。
关键要点:评价紧急响应措施;找出和选择最佳“临时抑制措施”;决策;实施,并作好记录;验证(DOE、PPM分析、控制图等)。
工具:方法:FMEA、DOE、PPM、SPC、检查表、记录表PDCA。
详解:确定并实施遏制措施,隔离问题的后果与一切内/外部顾客,验证遏制措施的有效性。ICA是保护顾客免受一个或多个问题的症状影响的任何行动:
处理问题的症状
在执行前验证有效性
在执行过程中监控
形成文件
ICA需要在3个工作日内确定并执行,围堵范围是客户处库存、在途品、厂内库存品数量并进行相关处理(退货、重工、报废等)。
D4:确定并验证根本原因
目的:用统计工具列出可以用来解释问题起因的所有潜在原因,将问题说明中提到的造成偏差的一系列事件或环境或原因相互隔离测试并确定产生问题的根本原因;
关键要点:评估可能原因列表中的每一个原因、原因可否使问题排除、验证、
控制计划;
工具:FMEA、PPM、DOE、鱼骨图、头脑风暴&关联图、5why法、稳健设计。
详解:查找真正的原因,只有找到真因,方可有效解决问题。如果仅仅只是糊弄糊弄应付了事,没有什么意义。
因此要找出一切潜在原因,对潜在原因逐个试验,隔离并验证根本原因,确定不同的纠正措施以消除根本原因;使用鱼骨图、FTA、头脑风暴等质量工具找出所有可能因素,并进行验证,最终找到根本发生原因和流出原因。
D5:选择并验证永久纠正措施
目的:在生产前测试方案,并对方案进行评审以确定所选的校正措施能够解决客户问题,同时对其它过程不会有不良影响。
关键要点:重新审视小组成员资格;决策,选择最佳措施;重新评估临时措施,如必要重新选择;验证;管理层承诺执行永久纠正措施;控制计划。
工具:FMEA、设计验证和报告(DVP&R)、因果图、稳健设计、检查表、记录表。
详解:通过对不同的纠正措施定量化的试验筛选出纠正措施,依据风险评估,确定必要时的应急措施。而解决问题的方案应确保可以保持长期效果。
曾经看到供应商的8D报告中该D5里面一排七行整齐的出现7句“加强”,加强工人培训,加强巡检次数,加强督察力度,加强过程控制---空话一堆。加强到什么程度没有量化。具体方案都写具体,数据说话,比如原来检验频次10个检1个,现在加强到5个检1个;同样的加强培训,原来培训次数多少,现在培训计划附在这里,这样我们的对策才有支撑。
D6:实施永久纠正措施
目的:制定一个实施永久措施的计划,确定过程控制方法并纳入文件,以确保根本原因的消除。在生产中应用该措施时应监督其长期效果;
关键要点:重新审视小组成员;执行永久纠正措施,废除临时措施;利用故障的可测量性确认故障已经排除;控制计划、工艺文件修改;
工具:FMEA、防错、SPC、PPAP
详解:确定并实施最佳的纠正措施,选择现行控制方法并进行监控,在必要时,实施应急措施。
D7:预防再发生
目的:修改现有的管理系统、操作系统、工作惯例、设计与规程以防止这一问题与所有类似问题重复发生;
关键要点:选择预防措施;验证有效性;决策;组织、人员、设备、环境、材料、文件重新确定;
工具:FMEA、控制计划CP、过程流程图Flow-chart。
详解:提出预防建议,并开展水平展开,更新CP、PFMEA、SOP等标注文件,实施预防措施。接到客户投诉后5个工作日内需要提交完整8D。
D8:小组祝贺
目的:承认小组的集体努力,对小组工作进行总结并祝贺;
关键要点:有选择的保留重要文档;浏览小组工作,将心得形成文件;了解小组对解决问题的集体力量,及对解决问题做出的贡献给予必要的物质、精神奖励。
详解:发出8D要求后,发出人负责以及8D小组成员对后续的8D的有效性和执行效果进行验证,直到实施后问题的缺陷PPM有较大改善并呈稳定下降趋势。由QM或PM对效果进行验证确认后才获得关闭。否则需要重新进行根源分析和纠正预防措施的实施。
8D解决方法对企业发帮助
1.发现真正肇因的有效方法,并能够采取针对性措施消除真正肇因,执行永久性矫正措施;
2.能够帮助探索允许问题逃逸的控制系统。 逃逸点的研究有助于提高控制系统在问题再次出现时的监测能力;
3.预防机制的研究有助于帮助系统将问题控制在初级阶段。
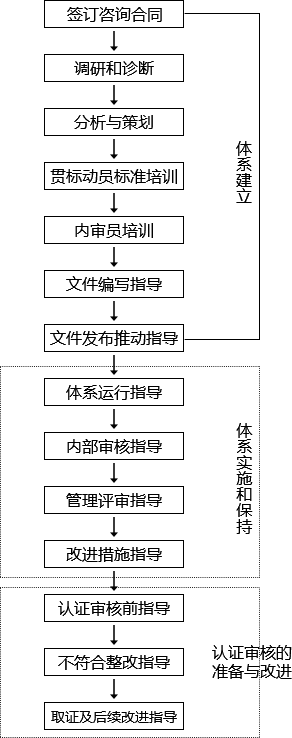
我们的服务流程